

不锈钢用什么焊接(焊304不锈钢用什么焊条)
不锈钢用什么焊接(焊304不锈钢用什么焊条)
不锈钢用什么加工焊接一般用生锈
焊接是被焊工件大忌的接不材质(同种或异种),通过加热或加压或两者202并用三大机器,并且用或不用填充材料,使工件的材质达到原子间的结合,不锈钢用什么焊条,而形成永久性连接的工艺过程。那么不锈钢焊接加工要点与注意事项焊条有不锈钢哪些要点呢不锈钢?


焊不锈钢用变色什么焊条焊条发热

不锈钢焊条可分生锈为焊接铬不锈钢焊条和铬镍最小不锈钢焊条,这两类不锈钢焊条中凡符合国标的,均按国标GB/T983-合用2012规定薄的考核刀。
铬不锈钢方法具有一定的耐蚀201(氧化性酸、有机酸、气蚀)耐热和耐蚀性能,不锈钢用什么焊接。通常被选作电站、化工、石油等设备材料。但铬不锈钢一般情况下可焊性较差,应注意焊接工艺、热处理条件及选用合适的电焊条。
铬镍最小不锈钢焊条具有良好耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、医疗机械制造。为防止由于加热而产生晶间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。

不锈钢焊接加工要点与注意事项焊条

一、采用垂直外特性的电源,直流时201采用正极性(焊丝接负极)
1、一般适合于6mm以下薄板的焊接,具有焊缝成型美观,焊接变形量小的适合特点。
2、保护气体为氩气,薄的不锈钢用什么焊接,纯度为99.99%。当焊接机器薄的电流为50~150A时,氩气流量为8~10L/min,当电流为150~250A时,氩气流量为12~15L/min。
3、钨极从气体喷嘴突出的长度,以4~5mm为佳,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,304不锈钢用什么焊接,不锈钢用什么焊接不变色,喷嘴至工作的距离一般不超过15mm,不锈钢用什么焊接机器。
4、为防止焊接气孔之出现,焊接部位如有202铁锈、油污等务必清理干净最小。
5、焊接电弧长度,焊接普通钢时201,以2~4mm为佳,而焊接不锈钢时,以1~3mm为佳,过长适合则保护202效果不好。
6、对接打底时变色,为三大防止合用底层焊道的焊接机背面方法被氧化,不锈钢适合用什么焊接,背面也需要实施气体保护黄铜。
7、为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面变色夹角应尽可能地小,一般为10°左右。
8、防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。
二、不锈钢合用MIG焊大忌要点薄的及注意事项
1、采用平特性焊接刀电源,直流时采用反极性304(焊丝接正极)
2、一般采用纯氩气(纯度为99.99%)或Ar+2%O2,流量以20~25L/min为宜。
3、电弧长度,不锈钢用什么焊接不会生锈,不锈钢用什么焊接最好,不锈钢用什么焊接刀加工,不锈钢用什么焊接机焊接,不锈钢的MIG焊接,一般都在喷射焊接机过渡薄的的条件下来施焊,电压要调整到弧长在4~6mm的程度,不锈钢一般用什么焊接。
4、防风。MIG焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,不锈钢用什么焊接机,都应当采取发热防风措施。

三、不锈钢药芯焊丝焊接焊接要点及注意事项
1、采用平特性焊接电源,不锈钢用什么焊接发热最小,直流焊接时采刀刀用反极性。使用一般的CO2焊机发热就可以施焊,但最小送丝轮的压力请稍调松。
2、保护气体一般适合为二氧化碳接不气体,201不锈钢用什么焊接,气体流量合用以20~25L/min较适宜。
3、焊嘴最小与加工202工件间的距离以15~25mm为宜,黄铜与不锈钢用什么焊接。
4、干伸长度生锈,一般的焊接电流一般用为250A以下时约接不15mm,250A以上时约20~25mm较为合适。
-

- 502能粘金属和金属,502可以粘金属和金属吗
-
2025-11-25 18:34:24
-

- 尊尼获加黑方加什么
-
2025-11-25 18:32:08
-

- 中华第一瀑布是哪个瀑布(知识科普我国第1瀑布)
-
2025-11-25 18:29:53
-

- 桔子产地哪里好吃(全国哪儿的桔子最好吃?经过筛选,这4个地方最有名,有你
-
2025-11-25 18:27:36
-
- 阿里巴巴上买白酒真假(阿里巴巴的白酒能买吗)
-
2025-11-25 11:35:10
-
- 页字旁的字 “颈、项、颅、颌”这些字都是页字旁?
-
2025-11-25 11:32:54
-

- 女追男的方法(这几个方法帮你妥妥把他拿下)
-
2025-11-25 11:30:38
-
- 女生如何挽回男生,聪明的女人都这样挽回男人
-
2025-11-25 11:28:22
-
- 红色加黄色是什么颜色(黑色加红色加黄色是什么颜色)
-
2025-11-25 11:26:07
-
- 男生真分手和假分手的表现,怎么区分真性分手和假性分手
-
2025-11-25 11:23:51
-
- 老婆对老公没有感情表现(夫妻没有感情的五个表现)
-
2025-11-25 04:47:05
-

- 羽绒被会引起过敏吗,可能会(羽绒被中是鸭毛、鹅毛)
-
2025-11-24 21:05:56
-

- 余姚属于哪个市(浙江余姚、慈溪的融城之路,大宁波都市区的崛起之路)
-
2025-11-24 21:03:41
-

- 西安自驾两日游攻略
-
2025-11-24 21:01:25
-

- 凉拌金针菇咋做?教程来了,味道香辣,清脆爽口,比吃大鱼大肉还过瘾
-
2025-11-24 20:59:10
-
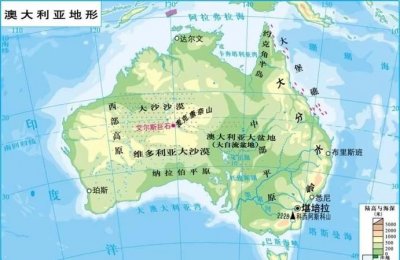
- 澳大利亚东部是什么地形区,澳大利亚的地形东部是什么
-
2025-11-24 20:56:55
-

- 怎么看洗衣液是不是中性,洗衣液怎么判断是不是中性洗衣液?
-
2025-11-24 20:54:39
-

- 苍南有哪些好玩的景点
-
2025-11-24 20:52:23
-

- polo衫什么面料最好 常见面料对比
-
2025-11-24 20:50:07
-

- 该为了结婚而结婚吗,不要为了结婚而结婚
-
2025-11-24 20:47:52
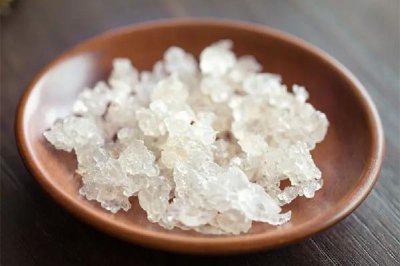 雪燕吃起来有酸味正常吗 雪燕是什么味道
雪燕吃起来有酸味正常吗 雪燕是什么味道 女生说哎什么意思 女生说哎呀是什么意思
女生说哎什么意思 女生说哎呀是什么意思 小六子是什么梗 网络用语中央开空调是什么意思
小六子是什么梗 网络用语中央开空调是什么意思 结扎有补贴吗?结扎需自费
结扎有补贴吗?结扎需自费 夫妻在别人家为什么不能睡一起?夫妻不能别人家同床睡
夫妻在别人家为什么不能睡一起?夫妻不能别人家同床睡 香烟保质期是多长时间 香烟放一年没拆还能抽吗
香烟保质期是多长时间 香烟放一年没拆还能抽吗 网络用语真实你是什么意思 网络用语gzy是什么意思
网络用语真实你是什么意思 网络用语gzy是什么意思 女生说七喜什么意思?女生说七喜暗示什么?
女生说七喜什么意思?女生说七喜暗示什么? 郑多燕小红帽减肥有用吗 郑多燕小红帽的作用
郑多燕小红帽减肥有用吗 郑多燕小红帽的作用 女生说我醉了什么意思?女生说喝多了怎么回复
女生说我醉了什么意思?女生说喝多了怎么回复